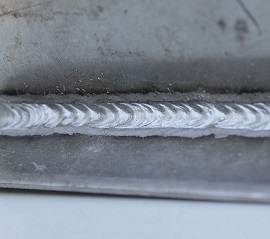
钢结构件的焊缝主要检测其外观成型质量,一般为焊脚高度、咬合边缘、焊接变形、焊瘤、弧坑、焊缝直度等。当然,焊缝的内在质量,如夹渣、气孔、未焊接、裂纹、未熔合等。外观检验仪器包含尺子、焊接检验尺子、放大镜等。内部质量检验主要包括着色检验和磁粉检验,而焊缝检验分为外观质量和内部质量检验。
外观检验:主要包含焊接尺寸、焊接缺陷等;
内部质量:主要采用无损检测方法。
一、保证焊接质量的操作
为了确保最终的焊接品质,一般通过严格控制焊接评估试验条件的过程,具体操作如下:
1、用眼睛观察,看看有没有气孔,残留的焊渣;
2、做焊缝探伤,其不仅能检查焊缝的质量,还能测量焊缝的高度,属于最有效的检验方法。

二、焊缝探伤标准
1、一、二等级焊缝必须经过检测检测,并且必须符合设计要求和施工及验收规范,检查焊缝检测报告。
2、一、二等级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。二等级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,一等级焊缝不得有咬边、未焊满等缺陷。
3、焊缝外形均匀,焊道与焊道、焊道与基本金属过渡平滑,清除焊渣及飞溅物。
4、表面气孔:
①一、二级焊缝不允许,三级焊缝每50mm长度焊缝内允许直径≤0.4t;且≤3mm气孔2个;气孔间距≤6倍孔径。4.2.3咬边:一级焊缝不允许。
②二等级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,而且两边咬边总长≤焊缝长度的10%。
③三等级焊缝:咬边深度≤0.1t,且≤1mm。
耐磨药芯焊丝生产厂家天津雷公焊接材料有限公司 咨询电话:18202593233
返回首页
【声明】本文章系本站编辑转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请与本站联系,我们将在第一时间删除内容!




