
一、磨损原因分析:
矫直辊是矫直机的重要部件之一,主要用来将管材矫直,从而改变其直线度。其磨损的位置为矫直机的上辊,也称之为动辊。上辊与滑道之间只有0.2-0.3mm的滑动间隙,使其具有上下滑动调节能力,以应对不同厚度的管材矫直工作。在长期作业的过程中,两个滑道之间的碰撞和摩擦以及承受的载荷,致使矫直辊的磨损情况比较严重。随着时间的推移,近辊端的磨损间距不断增加,严重的影响了最终的型材质量。
二、堆焊工艺参考:
1、选材
盖面丝:LSM552 直径3.2mm
保护介质:HJ260
产品特点:具有良好的高温强度和耐磨性能。
主要成分(%)

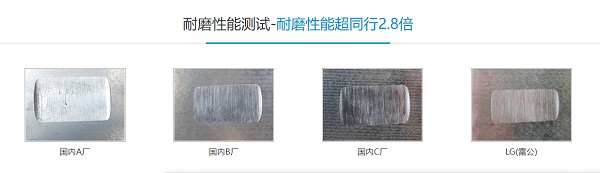
耐磨性能对比
2、焊前准备
(1)除尽辊表面油锈及缺陷(如裂纹、凹坑等)。PT探伤。
(2)焊前预热:30010h(原则上1米左右直径的辊预热12h以保证将辊充分预热。)
(3)焊丝焊剂烘干温度:250°C并保温2小时以上。
3、焊接过程参数
(1)焊接电流:I=400-430A 电压:U=28-31V
(2)干伸长:30-40mm
(3)焊接速度:450-500mm/min9(焊接速度S = 辊的周长/焊接一圈所用的时间)
即:3.14*直径(mm)/【焊接一圈所用的时间(s)/60】min
随着辊径逐渐增大,焊接速度会逐渐变快,所以要适当调整辊子的转速,使焊接速度达到稳定状态。
(4)搭接量:60-70%
(5)层间温度:250-300
4、焊接厚度
LSM552盖面焊接厚度单边6mm-8mm(建议单道厚度2.5-3mm)

5、焊后冷却及回火工艺
(1)焊后即入250±10炉内(保证炉内温度有250°C),断电。
(2)降温速度:10/h
(3)降至室温进行回火。
(4)回火温度:500
(5)保温:6小时(电炉功率40kw/h)
(6)升温速度:6小时升至500
(7)缓冷速度:10/h
三、其他注意事项
(1)焊丝在阴凉干燥处保存,开包三天内用完。
(2)若辊子为空心已发生变形,请计算焊接余量。
(3)以上推荐工艺基于我公司用户的堆焊经验和试验研究所得,仅供参考。
以上内容由堆焊耐磨焊丝厂家天津雷公焊材编辑 咨询电话:18202593233
【声明】本文章系本站编辑转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请与本站联系,我们将在第一时间删除内容!




